
What is low-concentration refining?
Low-concentration refining (LC refining) or beating refers to the process of mechanically treating pulp (e.g., concentration of 2-6%) in a relatively rotating narrow groove gap (0.05-0.3 mm). This process has been very important since the invention of paper. Its operation form has undergone some changes, such as the way mechanical energy is applied, but its essence basically conforms to the above definition and has not changed much.
The importance of low-concentration refining
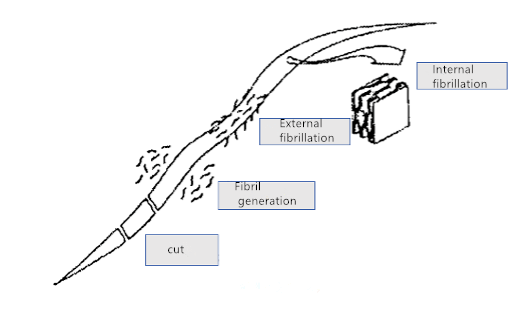
There is a saying in China that “three parts of papermaking and seven parts of beating”, and abroad that “Le papier se fait dans le raffineur (paper is made in a pulping machine)“, so the importance of refining is self-evident. The quality and efficiency of refining determine the performance of paper and the energy consumption of refining. The refining process is a complex process affected by multiple factors. It is an “artistic” process of reasonable balance between cutting and fibrillation (Figure 1), normal and tangential forces, etc.
Since the birth of the Dutch pulping machine (1680 by Dutch), researchers have never stopped studying the pulping mechanism and its internal regularity. With the general trend of rising energy prices and declining industry profits, energy saving and consumption reduction in the papermaking pulping process should be given due attention.
Common low-concentration pulping equipment
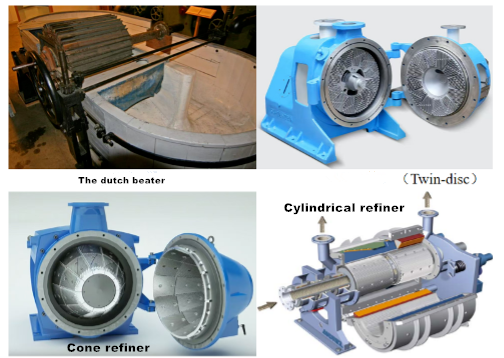
Low-concentration pulping equipment includes trough pulping machine, disc refiner, conical and cylindrical refiner, etc. Among them, disc refiner and conical refiner are the most widely used. Understanding the characteristics of various types of pulping equipment (Figure 2) will help to reasonably select and use the equipment.
Quantitative characterization of low-concentration refining
The tooth profile parameters of the impact component are the key to the refining equipment. Replacing the impact component under existing conditions is a convenient way to upgrade the refining equipment to achieve energy saving and consumption reduction. Among them, a key link is to achieve quantitative characterization of the refining process under existing refining conditions.
In the early stage, studies have shown that the specific energy consumption (SRE) and refining intensity (I) of refining are effective means to measure the refining process. Dr. Fernando of France also pointed out this in his article published in Paper Research Garden (Talking about papermaking from scratch (10): “Refining” is indeed complicated, but it is worth understanding for every papermaker!).
In theory, constant SRE and low intensity will reduce fiber cutting and increase fine fiberization, otherwise the opposite will happen. The understanding of specific energy consumption (SRE) is beyond doubt, while the understanding of refining intensity has undergone a certain development process.
Trough beater – specific pressure (P)
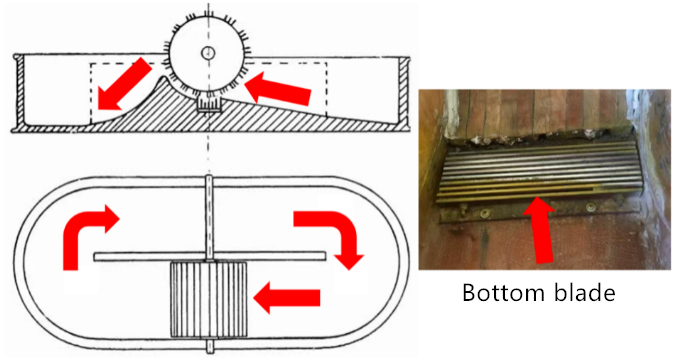
From the perspective of grinding tooth staggering and impact mode, disc refiners, conical and cylindrical refiners can be classified into one category, which is significantly different from trough beaters. For trough beaters (Figure 3), the pulp is driven by the rotor grinding teeth to vertically enter the arc-shaped gap and undergo the impact of the grinding teeth and tooth surface. The pulp directly acts on the grinding tooth edge (leading edge). The driving force of the pulp movement is the tangential scraping effect transmitted to the pulp by the rotation of the rotor. When the bottom knife has an existing arc length and the beating force remains unchanged (F), the tooth surface area (A) determines the strength per unit area, thus forming the concept of beating specific pressure (P) (1887).
It can be obtained that the larger the bottom knife tooth width, the smaller the beating specific pressure, the weaker the cutting effect, the stronger the brooming effect, and the sticky beating.
Continuous refining equipment-proposed various types of refining intensity
For disc refiners, conical and cylindrical refiners, the driving forces of pulp movement are centrifugal force and pulp inlet pressure. Taking disc refiners as an example, the pulp generally moves in a spiral outward trend, and the specific movement depends on the tooth characteristics and the design of the retaining dam. At this time, the beating specific pressure (P,) based on the interlaced area of the grinding teeth is difficult to characterize the pulping process. Therefore, a variety of pulping strengths have emerged for the research of straight tooth grinding discs of disc refiners.
Such as the specific edge load (SEL, 1966) based on the effect of the grinding tooth leading edge, the empirically improved specific surface load (SSL, 1990) based on the grinding tooth leading edge and impact length, the improved edge load (MEL, 1996) based on the interlaced characteristics and the probability of fiber impact, the C factor (1990), the net normal force and tangential force of the interlaced area of a single grinding tooth (2009, 2023) and other pulping strengths.
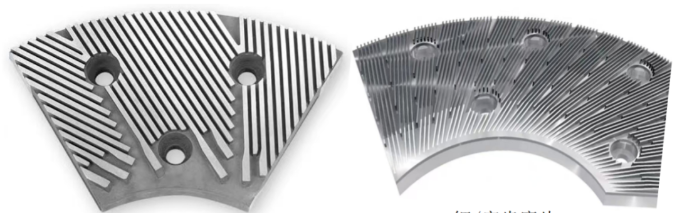
At this time, the large tooth width proposed by the above specific pressure (P) is conducive to sticky pulping, which is no longer applicable to disc mills, such as low-strength grinding discs with fine teeth as the main feature (Figure 4).
SEL was proposed the earliest, is the most widely used and deeply rooted in people’s hearts. Its core parameter “cut-off length” is adopted in the low-concentration grinding discs produced by internationally renowned pulp and paper equipment manufacturers such as Andritz, Vlamet, and Voith. However, SEL has its limitations. It only has a certain guiding role in the characterization of the refining process of straight-toothed grinding discs with the same angular parameters and the parameter regulation of specific refining processes.
Studies have shown that the net normal force and tangential force in the staggered area of a single grinding tooth and the application range of MEL are relatively wide, but due to the inertia of SEL use and the lack of attention to the refining process, the related applications are relatively lagging.
In comparison, if the friction coefficient of the grinding zone can be solved, the net normal force and tangential force in the staggered area of a single grinding tooth can be extended to the refining process of multiple types of grinding discs such as arc-shaped teeth and dam-containing grinding discs (Figure 5). If combined with the fluid mechanics of the slurry movement in the grinding zone, it is conducive to high efficiency and low energy consumption in the low-concentration refining process.

Radial grinding disc with curved teeth Radial straight teeth with retaining dam grinding disc
Comparison and optimization of low-consistency refining process
The above-mentioned backgrounds of refining intensity all have certain limitations and need to be reasonably selected according to different goals.
Selecting a reasonable intensity is the key to comparing and optimizing the low-concentration refining process of the disc refiner.
When the refining discs with the same angle parameters are replaced, the above refining intensities are applicable (except P); when the refining discs are not replaced, the influence of process parameters is explored, and the above refining intensities are applicable (including P); when the same type of straight tooth refining discs are replaced, the net normal force and tangential force of the staggered area of a single grinding tooth and MEL are applicable; when different types of refining discs (arc teeth, dams, etc.) are replaced, the net normal force and tangential force of the staggered area of a single grinding tooth are applicable.
A deep understanding of the quantitative characterization technology of the refining process is helpful for optimizing the operation process of the refining equipment and designing and selecting efficient refining discs.
Reasonable regulation of existing refining equipment parameters will help to quickly achieve optimized refining conditions for related slurries. Choosing the right equipment is key, and using the equipment well is even more critical. Scientific design, selection and optimization of grinding discs are inseparable from quantitative characterization parameters and hydraulic characteristics analysis of the refining process. For existing refining conditions and raw materials, avoiding blind trial and error and achieving optimal refining discs as much as possible is the eternal pursuit of research on energy conservation and consumption reduction in the refining process.
